


Пайка нагревом трубопроводов холодильных установок с использованием медно-фосфорных и серебряных припоев
Пайка – это важнейшая операция при монтаже оборудования, с ее помощью соединяют основные узлы холодильной системы в замкнутую схему. Вследствие того, что холодильная установка содержит хладагент, каждое паяное соединение должно быть герметичным. Иначе возникает утечка хладагента, что приводит к дорогостоящему ремонту. Пайка медных трубопроводов производится методом газопламенной пайки в азотной среде. Азот, продуваемый внутри труб, препятствует проникновению воздуха и влаги к месту пайки, а, следовательно, предотвращает образование окислов. Требуемый расход азота, регулируемый с помощью редуктора на баллоне, практики определяют по ощущению щекою легкого дуновения газа, выходящего из трубы диаметром 6 мм. Пайка в азотной среде обязательна при монтаже установок с новыми хладагентами (R134a, R404A, R507, R407C, R410A и т.д.) и полиэфирными маслами.
1. Общие сведения
Пайка осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии (от лат. adhaesio - прилипание) между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем (оловом), хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°С. В холодильной технике пайку оловом не применяют, т.к. шов не выдерживает вибраций и при низких температурах возможно его разрушение ("серая смерть").
Для качественного соединения металлов припой должен распределиться под действием капиллярных сил и "смочить" основной металл. "Смачивание" — это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения, существующие между молекулами припоя.
Степень "смачивания" — это функция основных составляющих процесса пайки: металлов, припоя и температуры. Хорошее "смачивание" происходит только на совершенно чистой не окисленной поверхности.
2. Припои
Качество и прочность пайки зависит от припоя. Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. Это покрытие препятствует смачиванию и растеканию припоя. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения. В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей, нельзя применять эти припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор. Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, для пайки необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений в холодильном оборудовании осуществляют при помощи нескольких марок припоев. Медно-фосфорный припой содержит до 15 % серебра, а в серебряном припое содержится больше серебра.
Трехкомпонентные медно-фосфорные припои (табл. 1) с содержанием серебра до 15% предназначены для пайки в холодильной промышленности. Они имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов. Из-за присутствия в составе припоя фосфора не требуется применение флюса. Паяные швы отличаются значительной прочностью и коррозионной стойкостью. Припои широко используются при монтаже холодильного оборудования для соединений, испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается. При пайке элементов арматуры с нетермостойкими элементами (ТРВ, клапаны, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
Т а б л и ц а 1. Основные характеристики медно-фосфорных припоев
|
Марка |
Химический состав, % |
t, °С плавления |
t, °С растекания |
||||
|
Ag |
Cu |
P |
|||||
|
102 |
2 |
91,3 |
6,7 |
645 |
820 |
||
|
105 |
5 |
88,5 |
6,5 |
630 |
780 |
||
|
115 |
15 |
80,2 |
4,8 |
650 |
800 |
||
102 (содержание серебра 2%). Имеет среднее растекание. Используется для пайки меди и ее сплавов в соединениях, не испытывающих ударных и вибрационных нагрузок.
105 (содержание серебра 5%). Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры. Паяный шов выдерживает небольшие вибрационные и ударные нагрузки.
В холодильной технике рекомендуется применение припоя с содержанием серебра не менее 5 %.
115 (содержание серебра 15%). Пластичен из-за высокого содержания серебра и пониженного содержания фосфора. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки.
Серебряные припои (табл. 2) имеют низкую температуру плавления и хорошо "смачивают" соединяемые поверхности. Они прекрасно заполняют зазоры соединений и дают плотные швы, обладающие высокой прочностью и пластичностью - широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений, испытывающих значительные вибрационные нагрузки в большом диапазоне рабочих температур, например, при пайке трубопроводов к компрессору.
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для пайки арматуры. Кроме того, снижается вероятность образования окалины.
Т а б л и ц а 2. Основные характеристики серебряных припоев
|
Марка |
Химический состав, % |
t,0С плавления |
t,0С раcтекания |
||||||
|
Ag |
Cu |
Zn |
Sn (Cd) |
||||||
|
1530 |
30 |
27 |
21 |
21Cd |
607 |
685 |
|||
|
530Sn |
30 |
36 |
32 |
2Sn |
665 |
755 |
|||
|
538Sn |
38 |
31 |
28,8 |
2,2Sn |
660 |
720 |
|||
|
540Sn |
40 |
30 |
28 |
2Sn |
650 |
710 |
|||
|
545Sn |
45 |
27,5 |
25,5 |
2Sn |
640 |
680 |
|||
|
555Sn |
55 |
21 |
22 |
2Sn |
630 |
660 |
|||
1530 (содержание серебра 30%). Имеет среднее растекание. Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия. Пайка производится в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
530Sn (содержание серебра 30%). Обладает средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
538Sn (содержание серебра 38%). Обладает быстрым растеканием, что позволяет получать плотные швы при значительных монтажных зазорах.
540Sn (содержание серебра 40%). Рекомендуется для пайки меди, сталей в любых сочетаниях для соединений, испытывающих вибрационные и ударные нагрузки.
545Sn (содержание серебра 45%). Рекомендуется для пайки элементов автоматики, боящихся перегрева (ТРВ, соленоидные клапаны).
555Sn (содержание серебра 55%). Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Пайка серебряными припоями производится с флюсом "Superflux" или аналогичным флюсом.
3. Пайка
3.1. Пайка двух медных труб с использованием медно-фосфорного припоя.
1. Уменьшающееся пламя горелки указывает на избыточное количество газообразного топлива в газовой смеси, которое превышает содержание кислорода (рис. 1). Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для операции пайки быстрее и лучше.

Сбалансированная газовая смесь содержит равное количество кислорода и газообразного топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис. 2).

Пересыщенная кислородная смесь — это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3)

2. Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи проволочной щеткой или наждачной бумагой. Необходимо предотвратить попадание масла, краски, грязи на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, "смачиванию" и соединению припоя с металлическими поверхностями.
3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025—0,125 мм (рис. 4).

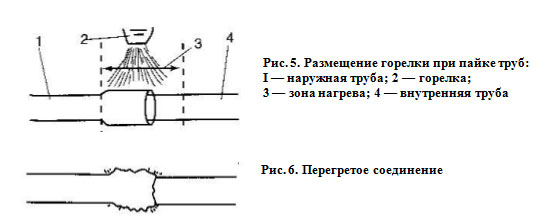
4. Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения. Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 5). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого, изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (т. е. усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 6).
Если внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру, то расплавленный припой не затекает в зазор между соединяемыми трубами и перемещается в направлении источника теплоты (рис. 7).
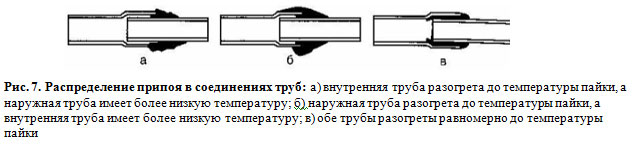
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7,6).
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
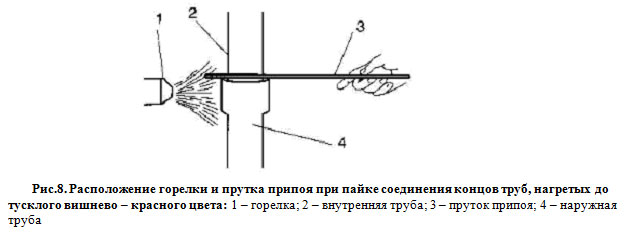
5. Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 8).
6. Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).

3.2. Соединение меди с латунью с помощью твердого медно-фосфорного припоя.
1. Выполняют указанные выше операции для соединения меди с медью.
2. Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
3. По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
3.3. Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя.
1. Выполняют указанные выше операции для соединения меди с медью.
2. До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
3. Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
4. По завершении операции пайки тщательно удаляют остатки флюса.
4. Флюсы
Флюс поглощает определенное количество окислов. Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку хладагента.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции. Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
5. Правила пайки
1. Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и очищает соединение.
2. Металлические поверхности очищают и обезжиривают.
3. Проверяют взаимное расположение деталей и зазоры.
4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
5. Для пайки нагревают соединение равномерно до требуемой температуры.
6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
7. Остатки флюса тщательно удаляют после пайки.
8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
Литература:
1. Б.Ленгли. Руководство по устранению неисправностей в оборудовании для кондиционирования и в холодильных установках. ЕВРОКЛИМАТ. М.2002.
2. А.Н.Стрельцов, В.В.Шишов. Справочник по холодильному оборудованию предприятий торговли и общественного питания. М. Изд. Академия. 2006 г.












